对TEIN减振器的表满处理工艺充满信心

"与铁锈斗争的减振器"
绿色、红色、蓝色、黑色……当然,对于减振器而言,颜色是非常重要的。正是得益于颜色,让众多人员记住了"绿色的减振器是TEIN"。不过,比起颜色更加重要的是什么,你了解吗?
是的。与铁锈的斗争。
减振器上使用最多的材料是铁。大家所看到减振器表面的各种颜色,不仅要树立品牌形象,还要背负着保护铁质材料的重要使命。
那么,减振器为什么需要与铁锈作斗争呢?
在这里,我们基于铁锈问题,一个一个去讲解。
如果详细叙述"铁锈为何物?",恐怕又要诞生一部另类的教科书,所以暂且忍痛割爱,直接告知答案—铁锈是由氧气和水而引起的化学反应。
氧气和水
减振器安装在氧气和水气都极其充足的轮胎内侧。进一步讲,正因为靠近轮胎,各种各样的杂物被卷起后四处飞散。灰尘、砾石、融雪剂、甚至还有其他不明物……这些物体,无疑是铁锈的成因之一。
 |
|---|
| 已安装在车辆上的减振器的铁锈原因有很多 |
是的。减振器时常要在这样的严酷的环境下持续发挥功能,因此需要与铁锈持续斗争。
"保护铁财!"
那么,为不让铁生锈,应采取怎样的措施呢?方法有很多,但最常见的做法就是在铁的表面上进行"表面处理"。
但正确表述的话,并非预防铁锈,而是如何推迟生锈---这才是表面处理的目的。
表面处理有很多种。提起表面处理,我想大家首先想起的是所谓的喷涂。这是在铁的表面上涂一层涂料以隔绝导致生锈主因的氧气和水。
另外还有一种经常能听见的方法就是电镀。电镀不仅使产品看起来更加美观,还具有与喷涂相同的预防铁锈的功能。
在减振器领域,最常用的方法就是喷涂和电镀,大多数厂家至今仍使用喷涂和电镀方法预防铁锈及提高产品美观。
 |
|---|
| 电镀和喷涂是主流的减振器的表面处理工艺 |
"减振器喷涂所需条件是?"
虽然统称喷涂,但其喷涂方法及所使用的涂料千差万别。正因为如此,不适合减振器的喷涂,会在很短时间内生锈。
那么,减振器所需的喷涂条件都有哪些呢?
首先涂层不能轻易脱落。刚刚在上面提到,减振器安装在轮胎内侧,是各种各样的杂物会被卷起后四处飞散的位置。虽然在驾车过程中无法看得见,但车辆在实际行驶过程中会遭遇各种各样的杂物的侵袭。如果涂层在遭到飞石撞击后轻易脱落,那么从涂层脱落部位开始在很短时间内出现生锈现象并向整支减振器扩散。
 |
|---|
| 减振器的表面处理 需要抵御飞石的撞击 |
也就是说减振器的喷涂必须是,涂层即使遭到飞石的撞击也不能轻易脱落。我们称之为耐撞击性高。
其次所需条件是……非常意外,答案是外观。即使涂层再牢固,色泽及外观不良,则很少人会愿意花大钱购买。如果性能相同,都会购买外观更加漂亮的产品吧。然后,涂上能够代表自己公司品牌颜色也是非常重要的一环。
 |
|---|
| 表面处理对于品牌形象也很重要 |
也就是说减振器的喷涂必须具备抵御外部侵袭的耐撞击性和漂亮外观。
"TEIN的喷涂工艺具有专利!"
在TEIN的减振器上使用的喷涂与一般常见的喷涂有所不同,已经取得专利!
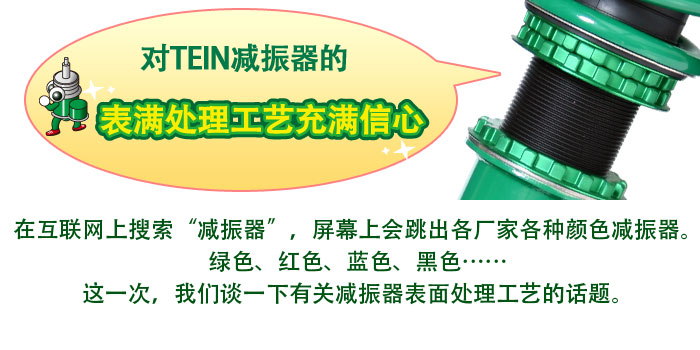
TEIN公司,很早就开始使用粉体喷涂方法。我想大家首先浮现在脑海的喷涂是,类似天那水那些刺鼻的溶剂用喷枪喷到物体后再烘焙的工艺。但在TEIN公司的喷涂车间,根本无法嗅到天那水让人不悦的气味。TEIN公司采用的是,极力降低排放有害物质及引起大气污染和对周边环境的喷涂方法。
 |
|---|
| 喷涂车间照片 |
其秘密在于这里!TEIN公司的涂料竟然是粉体。下面,给大家介绍TEIN公司获得的专利技术!
 |
|---|
| TEIN喷涂所使用的粉体涂料 |
首先为显著提高耐撞击性涂料的附着性,对于喷涂表层进行喷砂处理。使用特殊喷丸高速喷射物体表面,提高表面粗糙度。这样,铁和涂料的粘着性得到显著改观,耐撞击性也得到大幅提高。
 |
 |
|---|---|
| 专门开发的自动喷砂设备 | 左侧为喷砂处理前 右侧为喷砂处理后 |
然后是这个,含锌底漆涂料。灰色,是个不显眼的颜色,具有牺牲自我保护铁材的正义感!那么,涂含锌底漆涂料的意义何在呢? 不单单是涂2次。锌具有比铁更容易生锈的性质,也就是说万一氧气及水开始侵袭面漆脱落的地方时,含锌底漆先行生锈牺牲自己,以此保护。
 |
|---|
| 底漆——含锌粉体涂料 |
最后是这个,绿色粉体涂料。TEIN的减振器的颜色是绿色。当然,这个绿色粉体涂料同样具有出色的耐撞击性,而且最后变成让人心动的、鲜艳的绿色。
 |
|---|
| 品牌形象——绿色粉体涂料 |
经过这些工艺,使用这些涂料,马上开始喷涂工作。首先将需要喷涂的物体挂在吊架上,这里接通正电荷。吊架上的减振器外筒进入喷房,喷嘴开始喷射刚才讲的粉体涂料。此时,粉体涂料带有负电荷。这样,粉体涂料被带有正电荷的减振器外筒吸附到各个角落,防止出现死角。
 |
|---|
| 挂在吊架上的减振器外筒携带正电荷 |
首先,在前方的喷房喷射含锌底漆涂料。重点是这个。常规的粉体喷涂方法是每涂1次需要烘焙1次。如果像TEIN公司那样涂2次,则需要喷2次烘焙2次。在喷涂线,减振器外筒转一圈再次返回大致需要1小时…如果涂2次,则要花费2小时。
 |
 |
|---|---|
| 左侧为含锌底漆喷涂,右侧为绿色喷涂 | |
但是,TEIN公司针对试运行阶段出现的各种问题进行改良,开发出一次可以喷涂2种颜色,一次即可完成烘焙的2涂层1烘焙工艺,并获得了专利。这是到目前为止成功案例极少的,在日本也属于比较特殊的喷涂方法。通过此工艺,即使需要喷涂2次的产品,现在只需一半的时间即可完成喷涂,也就是说可以节省成本。此项技术,在成功开发出具有出色的预防生锈的喷涂技术的同时,极力确保产品价格不上涨,出色解决了相互冲突的2个问题。
 |
|---|
| 完成后的粉体喷涂 |
"TEIN的喷涂工艺具有专利!"
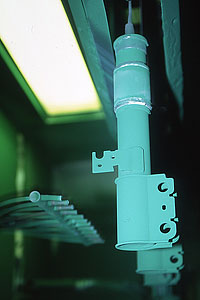
是的。到目前为止,大家所看到的喷涂工艺用于STREET BASIS、STREET ADVANCE的绞牙(螺纹式)减振器的喷涂。如果是正在使用MONO FLEX、SUPER FLEX WAGON的顾客则相对而言好理解,TEIN的全长可调减振器的带有螺纹的筒身是黑色的。那个跟喷涂不同吗?是的,完全不同。
 |
|---|
| 全长可调式减振器的表面处理 |
在全长可调式减振器的表面处理工艺,有一处是非常棘手的。那就是筒身是绞牙(螺纹)。也就是说,弹簧座及减振脚会在筒身上下运动。即使是具有出色的耐撞击力的喷涂,在弹簧座及减振脚反反复复上下运动的环境下都会让人感觉无计可施。
 |
|---|
| 对于表面处理要求极其苛刻的 全长可调式减振器 |
因此,全长可调式减振器的筒身需要进行与刚才的喷涂方法完全不同的表面处理。一般而言,最常见的是电镀,但TEIN公司开发出了远超电镀防锈性能的表面处理工艺—ZT涂层。
 |
|---|
| TEIN的全长可调减振器采用的 ZT涂层 |
关于涂料,因为现正申请专利,因此不能写得很详细,但可以透漏一点—是使用含氟元素的涂料。现今在众多领域发挥出色的防锈性能的含氟元素的涂料理。在TEIN公司将此技术作为减振器专用在原技术基础上加以改良而开发。
 |
|---|
| 不粘锅就是氟气表面处理的代表作 |
全长可调式减振器的表面处理所要求的条件与前面所讲的喷涂有所不同。当然,出色的防锈性是不可或缺的,除此之外必须要做到调节弹簧座、减振脚时不易脱落,且确保螺纹部位转动灵活。在全长可调式减振器中,螺纹部位损坏是致命的,因此螺纹部位的滑动非常重要。关于颜色方面由于不能期望太多,仍保留黑色,并无将颜色改为绿色的想法,我们将性能放在首位。
由于在螺纹部位实施喷镀,因此喷镀不均匀是最大的敌人。螺纹部位由众多牙顶和牙底组成,如采用一般的喷镀方法,牙顶处镀层会变薄,牙底则会积涂料而变厚,会造成牙顶上端容易铁锈,牙底部位由于涂料而难以滑动等一系列问题。
 |
|---|
| 难以实施表面处理的螺纹部位 |
"基本作业内容与喷涂一致"
外观上与喷涂工艺完全迥异的ZT涂层,其实也有很多工艺与喷涂相近,着实让人感到意外。首先,对筒身进行喷砂处理,提高涂料的粘着性,提高耐撞击力是相同的。之后进行含锌底漆处理也是相同,但在这里使用的并不是粉体。当然,最后喷涂的ZT涂层也不是粉体。
而且,在喷涂作业也埋藏着众多秘密。TEIN掌握了牙顶上端和牙底的涂料膜厚相均等的方法,以此防范部分部位容易生锈或由于涂料而滑动较差情况的发生。
是的。不同车型的减振器在细节方面会有所不同,使用的嵌入型减振筒只能根据长度来设计,即使想买到专门对应车型的减振器,最终只能根据筒身长度的需求选择"最接近的东西"来制作绞牙减振器。
 |
|---|
| 由于专利原因,无法详细介绍的ZT喷房 |
"有很多谜团的ZT涂层。其性能如何?"
由于ZT涂层是作为减振器专用的表面处理而开发,因此在其开发阶段做了很多减振器独有的耐久测试。具体如下:1.在做完ZT涂层的筒身安装减振脚,上下移动减振脚来测试脱落程度。2.加上与安装在车辆上的状态相同的负荷,反复上下移动弹簧座位置的负荷测试。以此,验证并提高ZT涂层的脱落性。
到此,TEIN并未满足。将刚才经历负荷测试后的筒身,盐水喷雾测试机进行生锈测试。其他公司的资料上写有最长进行500小时测试,但在TEIN进行成倍的、长达1000小时的测试。而且,并不是刚刚完成喷涂的新产品,而是经历过负荷测试后,在非常不利的状态下进行的。
不过,其结果呢…?
请看!有生锈吗?是的,根本没有生锈!也就是说进行了如此残酷的负荷测试后,ZT涂层中根本未出现造成生锈的原因--脱膜现象。
 |
 |
|---|---|
| 经历负荷测试后的盐水喷雾测试1000小时后 | 未经历负荷测试后的盐水喷雾测试1000小时后 |
顺便说一下,这边是其他公司的镀层筒身。未经历负荷测试,在新产品状态下进行盐水喷雾测试300小时的状态。于此相比,相信大家一定会得出ZT涂层是非常适合减振器的出色的表面处理。
 |
|---|
| 其他公司电镀的筒身经历盐水喷雾测试300小时候 |
"可以承受各种各样的使用条件"
 |
|---|
| 在拉力赛,减振器暴露于各种各样的严酷环境 |
以前,客户曾向我们提出批评说,螺丝生锈啦!弹簧座卡死啦…!等等。特别是在北方,轮胎卷起带有融雪剂的积雪到减振器,对减振器的影响非常巨大,甚至连整车厂也感到十分苦恼。
但是,一直放任这种状态的话,在北方就无法使用减振器。我们决不允许出现类似情况。于是,我们认真研究各种各样的表面处理,用测试机测试,多次在冰雪路面进行实测确认,最终成功研发出现在的表面处理技术,得以解决顾客的烦恼。
但是,我们并没有满足于现状而止步于此。有些国家使用的融雪剂的强度远超日本;在WRC使用的减振器与街道版减振器的使用环境完全不同,完全暴露在极其严酷的环境,至今还没有完美的对应方法。在任何环境下均能杜绝生锈时,我们也许会些许感到满意。