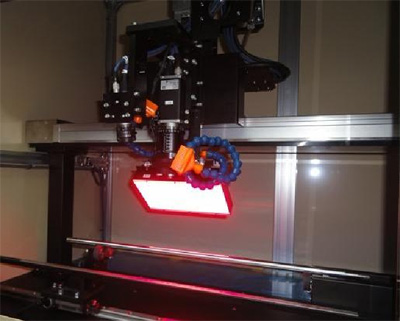
活塞杆 全自动探伤仪
对于减振器来说,漏油是致命的。可以对活塞杆上的划痕、细孔、磨损进行高精度检查。
还在为活塞杆外观检查而烦恼吗?
通过肉眼检查,总会有极限。
根据指甲的触觉来判断,不同的检查员会有不同的判定,标准不能统一。
检查员的疲劳、身体状况、集中力会影响检查精度。
要供应方和采购方的品质使用共通标准也有困难。
等等……
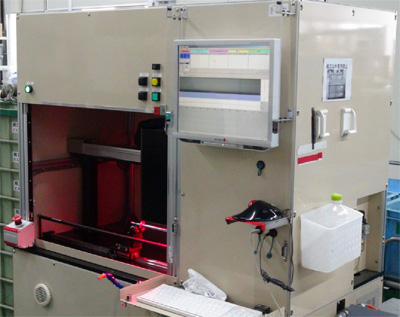
TEIN为了解决这个问题,开发了超高精度的活塞杆自动外观检查机。
活塞杆 图像伤痕检测装置有四个特征
1. [检出]
针孔、线条伤痕、各种各样的伤痕可以检测出来。
2. [多种的检测技能]
多种的机器语言(软件)可以检测出各种条件下的不同的伤痕。
- 活塞杆用、嵌入管用运算程序,机器内标准配置。
- 程序的运算规则可任意设定。
3. [简单的操作、简单的品种更换步骤]
针对多品种小批量生产,TEIN考虑制造了品种更换时步骤简单、容易操作的机器。
- 直径变更时只要按下"选择按钮"就可以。

品种更换时的外径选择可以通过选择按钮简单的操作。
长度尺寸不需要自己设定,而是由机器两端的检出摄像头自动测定。
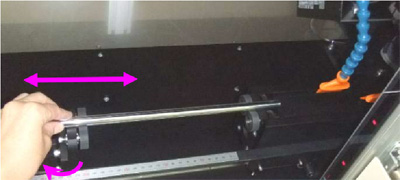
检测物品直接放在滚轴上即可,操作简单。
物品固定好之后,脚踏启动装置。

4. [安心的售后服务]
计算机的存储器发生故障时我们会立刻积极对应。

检测电脑带有存储器(硬盘)
伤痕检出时的状态
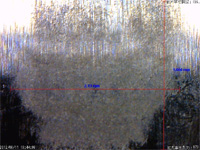
1. [针孔]
显微图像
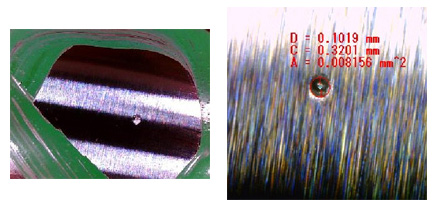
伤痕检查机捕捉到的状态
0.15mm×0.15mm以上的被检出为不合格。
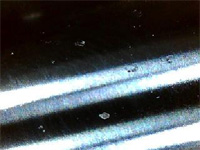
即使未达到0.15mm,但是在10mm×10mm的平方面积上超过0.03mm以上的,若有3个被检出时,也被判定为不合格。
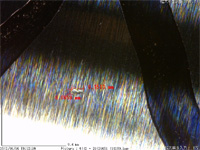
2. [伤痕]
显微图像
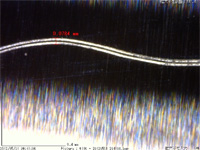
伤痕检查机捕捉到的状态
关于长条的擦伤和刮伤
检出设定能够检测出,自动铅笔硬度HB-0.5mm笔芯、芯长1.5mm (大约按动三回)
时所划出来的痕迹。
3. [伤痕]
显微图像
伤痕检查机捕捉到的状态

关于长条的擦伤和刮伤
检出设定能够检测出,自动铅笔硬度HB-0.5mm笔芯、芯长1.5mm (大约按动三回)
时所划出来的痕迹。
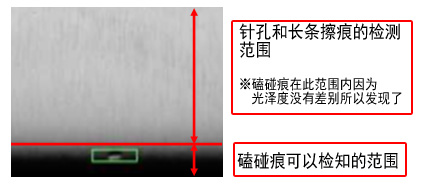
4. [磕碰伤痕]
※这所提到的磕碰伤痕是指表面挤压后造成的电镀部分出现的伤痕。
这样的伤痕没有什么光泽度,检测难易度很高。
正确检测这种伤痕时,因为采用和别的伤痕所不同的检测模式,
所以检测时间会比较长。
显微图像
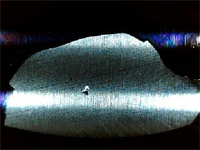
伤痕检查机捕捉到的状态

伤痕检出的原理
摄像画面经过黑白画面处理,依靠浓淡差来进行伤痕的判定,这是基本的工作原理。
为了检查出小的伤痕,曾尝试降低浓淡值的检出水准,被检物品表面的油污及脏物会被误判成伤痕。
TEIN 经过多次尝试,最终针对各种不同伤痕种类进行不同的运算程序解决了这个问题。
缺陷的判定
- 检出程序软件
- 黑白浓淡处理(不明显缺陷)
- 临界值的设定
- 局所的平均化
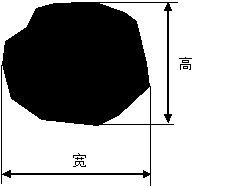
- 高度
- 宽
- 面积
- 矩形连接
这些条件组合之后进行缺陷的判定
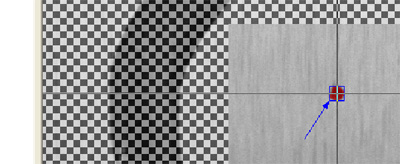
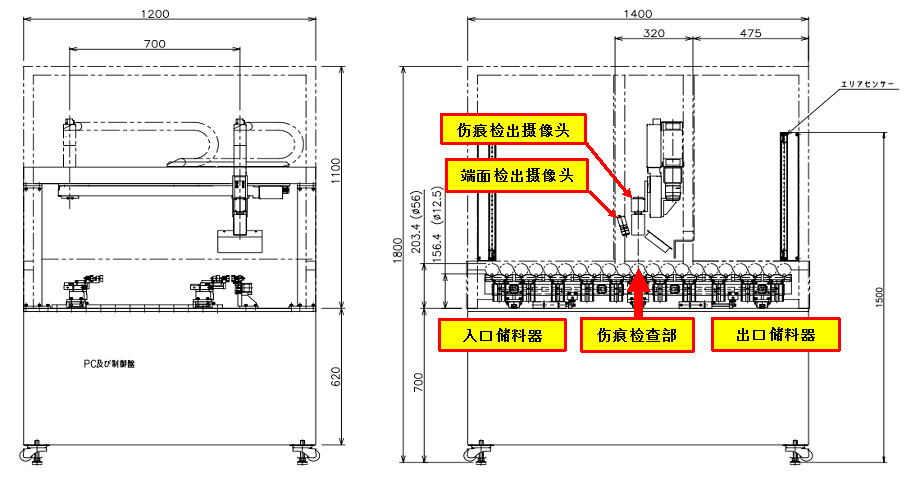
端面检出机能
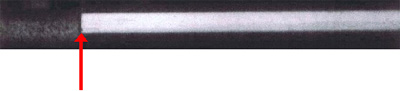
箭头所指部位是利用电镀层和非电镀层的浓淡差异,
用端面检查摄像头自动辨识出检查部。
回弹限位器的有无也可以利用这种功能进行区别。
这是减少品种更换步骤的一种省力方式。
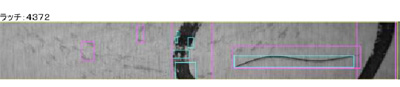
检查结果画面

[1] 缺陷情报数据表示板
伤痕「位置mm」「幅宽mm」「长mm」「面积pixel」数据。
面积是伤痕的大小。
横和纵是一个画素( 1pixel ) =6.74μm进行换算的数据。
多数以上的场合可选择数据进行分别确认。
[2] 摄像头摄像画像
检查中活塞杆的表面画像
实时的表示(黑白处理画面)
[3] 实际上检出的伤痕
与周围的光泽度有所不同,同时线的
走向也与周围有明显的区别。
[4] 伤痕的位置
数字表示的是活塞杆前端开始的
距离、伤痕表示是在80mm的位置。
[5] 数据的保存
全部数据,无论是否正常,都将自动保存,
「次品确定保存」按下之后数据可分开保存。
保存可能的数量→TEIN 的实绩是20000条数据保存。
※伤痕数量(画像数)不同,保存数据的数量也是不同。
储存的数据可以用USB读取出来。
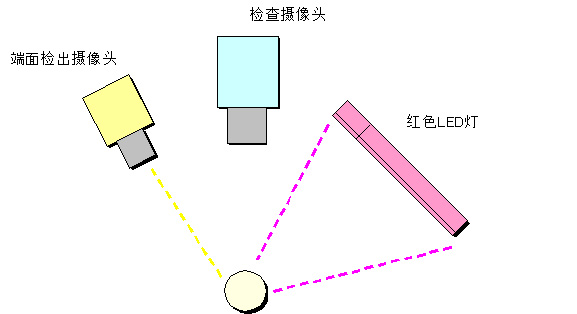
手动机类型的概略图
自动设备的概略图 (选择)
规格
| 检查直径 (mm) | φ12.5 ~ φ56(镀硬铬后) |
|---|---|
| 检查长度 (mm) | 80 ~ 600 |
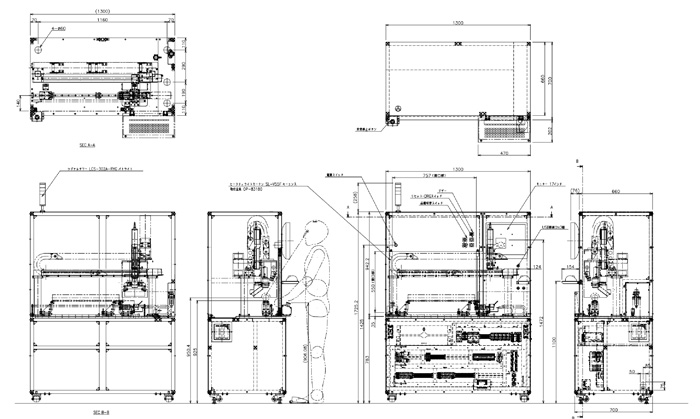
| 设备主要尺寸 | 1300×700×1725.2 |
| 本体重量 (kg) | ≒350kg |
| 电源规格 | 日本 单相100V 50HZ 中国 单相220V 50HZ |
| 检查方法 | 活塞杆旋转、图像处理、伤痕检出 |
| 检测用摄像头 | BASLER公司制、快门速度 1/5000秒 1像素(pixel ) = 6.74μm 分辨率 2,456×2,058 = 500万像素 镜头是MORITEX公司制 |
| 端面检测摄像头 | BASLER公司制、镜头MORITEX公司制 |
| 检测物品的固定方式 | 标准规格 手动 有可以自动设置及调整的设备 以供附加选择 |
| 其他的标准规格 | 三菱制可编程控制器、IAI制电动气缸 ORIENTAL制活塞杆旋转电机 KEYENCE制安全光栅传感器 机顶信号塔/吹气防尘装置 合格及次品蜂鸣器报警技能 自动数据保存(可以使用USB进行拷贝 |
| 节拍时间 | |
|---|---|
| φ12.5 检测长度 200mm | 17 秒(※43秒) |
| φ22.0 检测长度 200mm | 24 秒(※54秒) |
| ※磕碰伤检查程序被设置为ON的时候的时间。 磕碰伤在性质上,比针孔、划痕的检测更需要时间。 |
|
| ★注意事项 使用此设备进行检测前,被检查物品的表面覆着的油、垃圾等一定要清除干净。 |
|